一种防辐射花式纱线的制作方法-j9九游会真人
1.本实用新型属于纺织技术领域,尤其是一种防辐射花式纱线。
背景技术:
2.随着电视机、电磁灶、红外线炉、紫外线消毒灯、冰箱、复印机和电脑等电器的普及,人们在充分享受电气化时代方便与舒适的同时,这些电子设备都不同程度地发射出无线电波,辐射到办公或生活空间。正是在这样的背景下,防辐射服行业的发展日趋成熟。防辐射服一般是利用服装内金属纤维构成的环路产生感生电流,由感生电流产生反向电磁场进行屏蔽。
3.市面上的防辐射面料品种很多,大多是采用金属纤维混合织物制成。防辐射面料、服饰中金属纤维的韧性较差,导致其可纺性较差,其中的金属丝很容易折断并被扯出,这样就极容易导致面料、服装的防辐射能力的缺漏和丧失。
技术实现要素:
4.为了克服上述技术缺陷,本实用新型提供一种防辐射花式纱线,以解决背景技术所涉及的问题。
5.本实用新型提供一种防辐射花式纱线,包括:
6.芯纱,采用pe纤维丝制成;
7.饰纱,以加捻包缠的方式形成于所述芯纱外表面;并采用金属短纤维和金属长丝复合而成;
8.固纱,采用天然纤维和/或合成纤维制成,并以与所述饰纱缠绕方向相反的捻向加捻包缠在饰纱的外表面至完全覆盖所述饰纱。
9.优选地或可选地,所述饰纱包括金属长丝和金属短纤维;其中,至少两根金属长丝以加捻包缠的方式在所述芯纱周向形成螺旋形结构;金属短纤维均匀分布在所述金属长丝纱线中,并至少与所述金属长丝存在一个接触点。
10.优选地或可选地,所述金属短纤维的中部位置或近似中部位置贯穿、并与所述金属长丝相连接;所述金属短纤维的两端自由分布在所述金属长丝的外表面或部分包缠于所述固纱之间。
11.优选地或可选地,所述pe纤维丝为高强聚乙烯纤维复合线;其中,聚乙烯的分子量至少为100万。
12.优选地或可选地,所述pe 纤维丝的粗细在100~140dtex。
13.优选地或可选地,所述天然纤维为棉纤维、麻纤维或羊毛纤维中的一种;所述合成纤维为涤纶纤维、锦纶纤维或腈纶纤维中的一种。
14.优选地或可选地,所述固纱的表面设置有拒水拒油涂层。
15.优选地或可选地,所述金属短纤维的长度为60
±
20mm;所述金属短纤维的直径为8
±
2um;所述金属长丝的直径为15
±
2um;
16.本实用新型涉及一种防辐射花式纱线,相较于现有技术,具有如下有益效果:本实用新型通过将高强pe 纤维丝和金属长丝、金属短纤维等原料纱线混纺制成一种防辐射花式纱线,由于高强pe 纤维丝的高模、高强性能,从而使防辐射花式纱线具有较高的抗拉强度。
附图说明
17.图1是本实用新型中花式纱线的结构示意图。
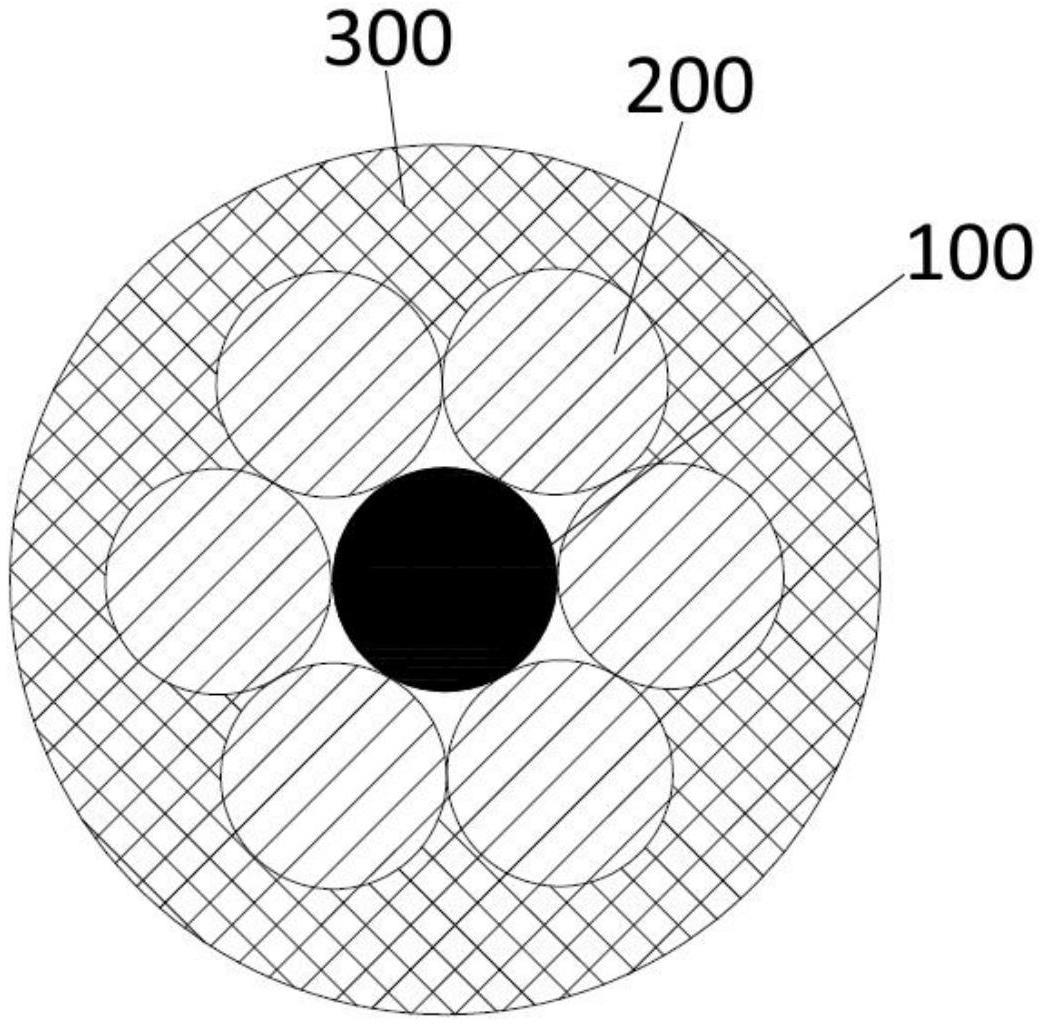
18.图2是本实用新型中花式纱线的截面示意图。
19.图3是本实用新型中饰纱的截面示意图。
20.附图标记为:100、芯纱;200、饰纱;300、固纱;210、金属短纤维;220、金属长丝。
实施方式
21.在下文的描述中,给出了大量具体的细节以便提供对本实用新型更为彻底的理解。然而,对于本领域技术人员而言显而易见的是,本实用新型可以无需一个或多个这些细节而得以实施。在其他的例子中,为了避免与本实用新型发生混淆,对于本领域公知的一些技术特征未进行描述。
22.参阅附图1至2,一种防辐射花式纱线,包括:芯纱100、饰纱200和固纱300三部分。
23.所述芯纱100采用pe纤维丝制成;所述pe纤维丝为高强聚乙烯纤维复合线;是由高强高模聚乙烯纤维经特殊工艺和新型基体树脂复合而成,其中,聚乙烯的分子量至少为100万,纤维单丝横截面不规则形状纤维密实度一般只有85%左右,有15%的空隙率,保证pe纤维丝具有高模、高强性能,从而使防辐射花式纱线具有较高的抗拉强度。所述pe 纤维丝的粗细在100~140dtex。在此区间内pe纤维丝相对较细较为柔软的,保证花式纱线的可纺织性能。
24.所述饰纱200以加捻包缠的方式形成于所述芯纱100外表面;并采用金属短纤维210和金属长丝220复合而成。其中,所述饰纱200包括金属长丝220和金属短纤维210;其中,至少两根金属长丝220以加捻包缠的方式在所述芯纱100周向形成螺旋形结构;金属短纤维210均匀分布在所述金属长丝220纱线中,并至少与所述金属长丝220存在一个接触点。首先金属长丝220在芯纱100外表面形成螺旋空间结构,与金属短纤维210相互纠缠接触,提高了花式纱线的结构强度;而且由于金属短纤维210与金属长丝220的接触,使纱线内部形成多个微小金属网格,进一步提高了花式纤维的防辐射性。
25.具体地,参阅附图3,所述金属短纤维210的中部位置或近似中部位置贯穿,并于所述金属长丝220相连接;所述金属短纤维210的两端自由分布在所述金属长丝220的外表面或部分包缠于所述固纱300之间。使得不同金属短纤维210之间相互搭接,形成若干个金属网格。其中,所述金属短纤维210的长度为60
±
20mm;所述金属短纤维210的直径为8
±
2um;所述金属长丝220的直径为15
±
2um。如此,进一步优化金属网格大小,尽可能保证当金属网格的孔径接近电磁波波长的1/4时,提高花式纤维的防辐射性能。
26.其中,所述金属长丝220或金属短纤维210采用市面上常见的金属丝面料,例如涤棉金属丝、锦棉金属丝、锦涤金属丝、全棉金属丝面料,一般金属丝含量为5%左右。由于面料在植入金属丝后,面料外表会具有金属所独有的光泽,而且金属丝面料还具有强大的防静
电、防辐射功能。在本实施例中所述金属长丝220或金属短纤维210采用涤棉金属丝,在兼顾防辐射性能的同时,具有比较高的韧性。
27.固纱300采用天然纤维和/或合成纤维制成,并以与所述饰纱200缠绕方向相反的捻向加捻包缠在饰纱200的外表面。固纱300在起到固定饰线作用的同时,并将金属短纤维210包裹在固纱300里面,不会形成金属头,使其花式纱线制成的面料和服饰具有比较舒适的服用性能。其中,所述天然纤维为棉纤维、麻纤维或羊毛纤维中的一种;所述合成纤维为涤纶纤维、锦纶纤维和腈纶纤维中的一种。进一步优先地,所述饰纱200为优选为腈纶纤维粗纱,其性质接近羊毛,具有优异的服用性能。
28.在进一步实施例中,由于花式纤维在水洗过程中,会对其结构和防辐射性能造成不可逆的影响,因此,在所述固纱300的表面设置有拒水拒油涂层。在具体实施过程中,可以是预先对固纱300纤维进行后整理,形成拒水拒油涂层;也可以是,对花式纱线进行后整理,形成拒水拒油涂层。本实施例中优先前者。
29.为了方便理解防辐射花式纱线的技术方案,对其制备方法做出简要说明:首先,将金属长丝220、金属短纤维210共同送入环锭细纱机上,以利用短纤维/长丝交缠复合纺纱实现长丝与短纤维须条之间相互包缠成复合纱,作为饰纱200;然后将饰纱200、芯纱100从共同送入加捻器进行捻合,将饰纱200加捻包缠的方式形成于所述芯纱100外表面;最后将芯纱100、饰纱200捻合后与固纱300共同送入加捻器进行捻合,以与所述饰纱200缠绕方向相反的捻向加捻包缠在饰纱200的外表面,保证完全覆盖饰纱200外表面。
30.其中,本实用新型的制备工艺、制备装置类似于本公司的在先申请,一种阻燃花式纱线及其制备工艺,公布号为cn 115029833 a。故在此不做进一步叙述。
31.另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合。为了避免不必要的重复,本实用新型对各种可能的组合方式不再另行说明。
当前第1页1
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!